

Дефектовка головки блока цилиндров
Значение ГБЦ в современных двигателях определяется выполняемыми функциями и расположением важнейших элементов: камер сгорания (у большинства моделей автомобилей) и основных деталей газораспределительного механизма. Вместе с блоком цилиндров ГБЦ является частью водяной рубашки системы охлаждения. Эти факторы определяют важность профессиональной дефектовки ГБЦ.
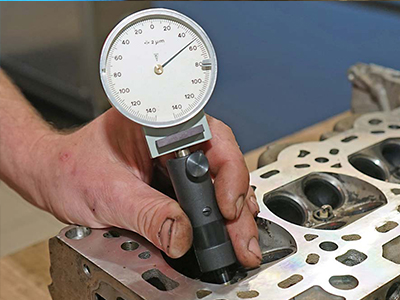
Проверка состояния головки блока включает контроль определенных параметров и размеров. Для этих целей используют специальный набор измерительных инструментов:
- С помощью лекальной линейки проверяют нижнюю плоскость ГБЦ. Для этого ее поочередно укладывают на плоскость головки по диагоналям. Подбирается щуп толщиной не более 0,05-0,06 мм, который будет свободно проходить в зазор между лекальной линейкой и плоскостью в средней зоне, иначе выполняется обработка плоскости. При этом профессиональный ремонт предусматривает обработку плоскости даже в случае небольшой деформации.
- С помощью микрометра и нутромера измеряют диаметры шеек и отверстий подшипников. Точность измерений не должна превышать 0,01 мм. Таким способом оценивают износ опорных шеек и подшипников кулачкового вала при условии расположения самого вала в ГБЦ. Полученные при измерениях размеры сравнивают, разность позволяет определить зазор в подшипнике. Допустимый размер зазора не должен превышать 0,08 мм. Также обращают внимание на значительные следы износа на контролируемых поверхностях. При обнаружении выступов, задиров, круговых канавок распредвал и ГБЦ отправляются для восстановления или замены.
- Также с помощью микрометра измеряют диаметр стержня для оценки износа стебля клапана. Измерения выполняют сначала под канавкой для сухарей в верхней части детали, затем – в нижней части рабочей поверхности. С учетом возможности образования овала на изношенном стержне замеры выполняются в нескольких точках по окружности детали. Замена клапана предусмотрена в случаях, когда разница в диаметрах в верхней и нижней части детали не превышает 0,02-0,03 мм.
- С помощью специального нутромера определяют изношенность направляющих втулок и износ по люфту нового клапана во втулке. Для этой операции используется стойка с индикатором часового типа. Максимальный износ возникает в нижней части втулки. С помощью специальных приборов измеряют боковой люфт тарелки клапана, установленного во втулку. По полученным результатам определяют зазор в данном месте. Замена необходима при зазоре, превышающем 0,07-0,08 мм.
- Визуальным осмотром оценивают изношенность кулачков, рычагов, седел, толкателей, коромысел. Для оценки изношенности фасок клапанов к ним прикладывают линейку и смотрят на яркий свет. Дальнейшее использование клапана возможно после обработки фаски в случае, когда износ самого стержня не обнаружен, а середина фаски при осмотре «провалена». Обязательна проверка состояния контактирующих с клапаном и кулачком поверхностей коромысел. Кроме того, проверяют зазор коромысел с осью, который не должен быть больше 0,06-0,07 мм.
- Также визуальным осмотром определяют и другие незначительные дефекты. Обращают внимание на состояние поверхности ГБЦ, которая соприкасается с окантовкой прокладки. Возникшие заусенцы, засечки и прочие дефекты ведут к нарушению герметичности соединения ГБЦ с блоком цилиндров. При обнаружении трещины в камере сгорания или подозрении на ее наличие ГБЦ проверяется на герметичность до начала ремонта. Такая проверка требуется также при обнаружении повреждения стенок камеры сгорания сломанными частями различных деталей, например, седел или клапанов.
Случаи, при которых ремонт ГБЦ не проводят
- Обнаружены трещины в седле гнезда клапана в БЦ. При толщине стенок детали в пределах 2 мм восстановить герметичность невозможно.
- Обнаружены трещины в таких труднодоступных местах, как впускной и выпускной каналы.
- Обнаружены глубокие трещины, уходящие с поверхности головки в форкамеру.
- Изношенность деталей превышает установленные производителем допуски.
Кроме указанных выше случаев мастера компании «Моторные Технологии» профессионально выполнят ремонт ГБЦ с восстановлением работоспособности головки.
Стоимость работ
Работы с ГБЦ (отечественное производство)
|
Наименование услуги |
Ед. изм. |
Легковые, |
Грузов. до |
Грузов. выше |
|---|---|---|---|---|
|
Проверка плоскости |
шт. |
300 руб. |
300 руб. |
500 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
880 руб. |
990 руб. |
1 100 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
550 руб. |
550/220 руб. |
550 руб. |
|
Дефектовка клапана |
шт. |
60 руб. |
80 руб. |
180 руб. |
Работы с ГБЦ (иномарки)
|
Наименование услуги |
Ед. изм. |
Легковые, |
Грузов. до |
Грузов. выше |
|---|---|---|---|---|
|
Проверка плоскости |
шт. |
300 руб. |
300 руб. |
500 руб. |
|
Мойка предварительная 5-6 цил. |
шт. |
700 руб. |
700/220 руб. |
1 000 руб. |
|
Мойка предварительная 3-4 цил. |
шт. |
650 руб. |
650/220 руб. |
650 руб. |
|
Дефектовка клапана |
шт. |
80 руб. |
90 руб. |
90 руб. |
Контакты
Адрес: Московская область, Ленинский р-он, с. Молоково, ул. Революционная, д. 142, с. 1
Телефон: +7 (498) 787-99-77
Время работы: Пн-Пт: 08:00 – 17:00. Сб, Вс: Выходные
E-mail: motornye.tehnologii@zaoair.com
ИНН 7713315870
ОГРН 1037739209397
Схема проезда